INFRARED FIRIN KULLANIM KILAVUZU
POLİMERİZE KIZILÖTESİ FIRIN MODEL – PF – IR 96/7.5 (CNC)
İÇİNDEKİLER
1) IR FIRIN 2
2) AMAÇ 2
3) ÜRÜN KIMLIĞI 2
4) ÇALIŞMA PRENSİBİ 2
5) CİHAZ 3
6) ÇALIŞMA MODLARI 3
- Otomatik Çalışma Modları 3
- Temel çalışma modu 3
- Programlanabilir Çalışma Modu 4
- Manuel Çalışma Modu 4
7) TEKNİK ÖZELLİKLERİ 9
8) Montaj 10
9) GÜNLÜK ÇALIŞMA 10
10) TEKNİK BAKIM 11
11) GARANTİ ŞARTLARI 14
12) GÜVENLİK TALİMATLARI 14
- STANDART GEREKLİLİKLERİ 14
- İŞ SAĞLIĞI VE GÜVENLİĞİ GEREKLİLİKLERİ 15
- Koruma ve ambalajlama hakkında bilgi 15
- Depolama ve taşıma kuralları 15
DİKKAT! Malzemeleri toz boya ile boyamadan önce mutlaka bu kullanım kılavuzu ve fırının pasaportunu okuyunuz. Özellikle aşağıdaki maddelere dikkat ediniz:
1) Fırın topraklamasını kontrol ediniz.
2) Mekanik zarar ve hasar verilmemelidir. Hasar görmüş bir parçası kullanmadan önce değiştirilmeli.
3) Fırın yakınında kaynak, plazma kesim, taşlama, kumlama v.b yapılmamalıdır.
4) Fırının yanında mutlaka yangın söndürücü bulundurulmalıdır (Co2-12kg).
Üretici, makinanın performansını ve güvenliğini artırmak amacıyla her türlü değişiklikleri yapma hakkını saklı tutar.
GİRİŞ
Toz formasyonları ile boyama tüm dünyada hızla yükselen nispeten yeni ve aşamalı bir teknolojidir.
Toz boya, yaş boyama teknolojilerine göre daha verimli, ekonomik ve çevre dostu olduğundan günümüzde ön plana çıkmaktadır.
Toz boya, film oluşturucu bileşenler, pigmentler ve özel katkıların eritilmesi, eriyiklerin ince bir plaka içinde karıştırılması, ekstrüde edilmesi, öğütülmesi ve fraksiyonlanması ile elde edilen ince bir materyaldir. Bütün toz boyalar 2 gruba ayrılır. Termoplastik ve termoset olmak üzere.
Termoplastik kimyasal reaksiyona girmeden bir kaplama oluşturur, partikülleri sadece ısıtma ile kaynaştırır. (Işlem geri dönüşümlüdür).
Termoset; ısıtma yolu ile kimyasal reaksiyona girer (geri döndürülemez işlemler). Şu an dekoratif ve koruma amaçlarla günümüzde daha çok termoset boya kullanılmaktadır.
Toz boya uygulaması yapılan bütün ürünler boyanın ürünün üzerine kaynaşmasını sağlamak için üretici firmaların verdiği sıcaklık değerlerine göre fırınlama prosesine ihtiyaç duymaktadır.
Teknik-El Makine olarak bizler, elektrostatik toz boya sektöründe fırınlama prosesine yeni bir yaklaşım getirerek Kızılötesi (IR) Boya Pişirme Fırınlarını geliştirmekteyiz.
Bu talimat fırınla çalışacak personeli eğitmek için, karakteristiklerini, montaj, taşıma ve koruma prensiplerini öğretmek amacı ile yazılmıştır.
Bu fırın sisteminin temel özelliği dayanıklı bir polimerik kaplama oluşumu için kısa dalgalı kızılötesi doğrusal kuvars halojen lambalar kullanılarak en uygun sıcaklık koşulları sağlanır. Alan-zaman kontrolü sayesinde kızılötesi ışınım termal alanın malzemenin yüzeyinde homojen olarak dağılmasını sağlar. Bu sistemde konveksiyonel fırınlara göre istenilen ısılara daha hızlı ulaşılmaktadır.
Bu sistem; epoksi, polyester, epoksi polyester, poliüretan, akrilik ve termoplastik toz boya polimerizasyonunu mümkün kılar.
Metal, cam, seramik, ısıya dayanıklı plastik ve plastikten yapılan malzemelerin üstündeki toz boya kaplamasını polimerize etmek amacıyla üretan-akrilik ve su bazlı boyaların kurutulması için kızılötesi fırın kullanılabilir. Yukarıdaki belirtilen amaçlar dışında kullanıldığında çıkabilecek sorunlar için üretici firma sorumlu değildir.
Fırın sabit, düz bir yüzeye kurulmalıdır. Normal şartlar altında fırının içindeki havanın derecesi 0 – 40 C olmalıdır. Ortamın (+20+/-5) C derecedeyken, nem oranı %70, basınç ise atm (0, 96*10 ) N/m2 olmalıdır.
PF-IR 72/6.5 (ürün kimliği): PF-Polimerize Fırın. IR – Infrared. 72 – lambaların sayısı (1 lamba =1kw). 6.5m fırına girebilecek max malzeme boyutu.
Bu sistemde önce malzeme üzerine toz boya uygulanıyor, ardından ürünler fırına yerleştirilir. Daha sonra kızılötesi halojen lambaların etkisi ile uygulanmış olan toz boya belirli bir zaman ve derecede eriyerek homojen ve kaliteli bir kaplama meydana gelmektedir. Isıtma ve bekleme süreleri bilgisayar üzerinden otomatik olarak gerçekleşmektedir. Bu aşamadan sonra ürün fırından çıkarılarak oda sıcaklığında yavaş soğumaya bırakılır. Su temelli boyaların kurutması 1,5-2,5 mikron dalga boyu aralığında düşük voltaj kullanarak yapılmaktadır.
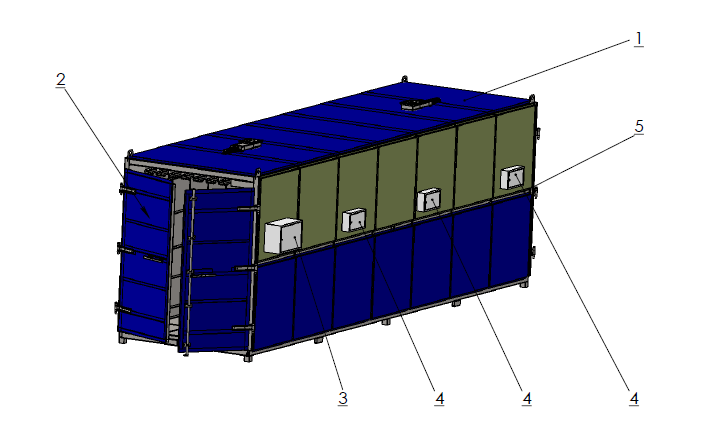
Fırın modüler karkaslardan ibarettir.
Modül 1: 1 kontrol kabini ve 3 tristör güç kontrol kabininden oluşmaktadır.
Modül 2: 2 bölümlü termokabinden oluşmaktadır.
Her bölüm modüler olup ayrı ayrı taşınabilir. İçinde izocam kaplama onun üzerinde de yansıtıcı aynalar bulunmaktadır. Bu sektröler montaj yerinde vidalama ile birleştirilir. Kullanım şekline bağlı olarak kurutulacak ya da pişirilecek ürünün boyutuna göre fırının içine ayırma duvarı eklenerek enerjiden tasarruf sağlanabilir.
Fırın kontrol kumandası, iki otomatik rejim ve bir adet manuel rejimden oluşmaktadır.
A) Temel çalışma modu:
Adım 0; Durdurma
Adım 1; Fırın kapağının kapatılması
Adım 2; Isıtma
3 bölgedeki ısıtıcıların açılması. Sıcaklık dereceleri her sektörde hedef değerlerine ulaştığında sabit olarak kalmaktadır. Her sektördeki malzeme miktarlarına ve hedef değerlerine göre hedef sıcaklığa ulaşma süresi farklı olmaktadır. Bu değerlere ulaştığında sektör kendini hedef değerde sabit bırakarak beklemeye alır. Bütün sektörler hedef değerlere ulaştığında 3.adıma geçin.
Adım 3 Bekleme
Zamanlayıcı açılarak sayacı işletiyor. Boyaların kürleme süresine göre hedef zaman kadar bekleme yapılıyor.
Adım 4 Havalandırma ve Sürecin Tamamlanması
Lambalar kapatılıyor. Fırın kapağı açılıyor.
B) Programlanabilir Çalışma Modu
Adım 0; Durdurma
Adım 1; Fırın kapağının kapatılması
Adım 2; Isıtma
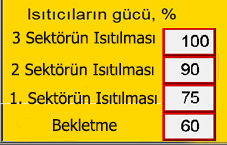
-3 bölgeli ısıtma ayarı seçilerek 3 sektör lambaları %100 kapasitede ısıtmaya başlar
-Bir sektör hedeflenen sıcaklık değerine ulaştığında 2 bölgeli ısıtma modu devreye giriyor, lamba kapasiteleri %80 oluyor.
-iki sektör hedeflenen sıcaklık değerine ulaştığında 1 bölgeli ısıtma modu devreye giriyor. Lamba kapasiteleri %60 oluyor.
-Ayarlanmış dereceye bütün sektörler ulaştığında adım üçe geçiliyor.
Adım 3 Bekleme
Zamanlayıcı açılarak sayacı işletiyor. Boyaların kürleme süresine göre hedef zaman kadar bekleme yapılıyor. Her sektör dereceleri ayarlanmış sıcaklık değerlerinde sabit tutuluyor.
Adım 4 Havalandırma ve Sürecin Tamamlanması
Lambalar kapatılıyor. Fırın kapağı açılıyor.
C) Manuel Çalışma Modu
Manuel çalışma modu her ayrı sektördeki derece ve lambaların gücünü ayrı ayrı kontrol etme imkanı vermektedir.
AYAR PENCERESİ
Eğer herhangi bir çalışma modu seçilmedi ise aşağıdaki ekran görünecektir.
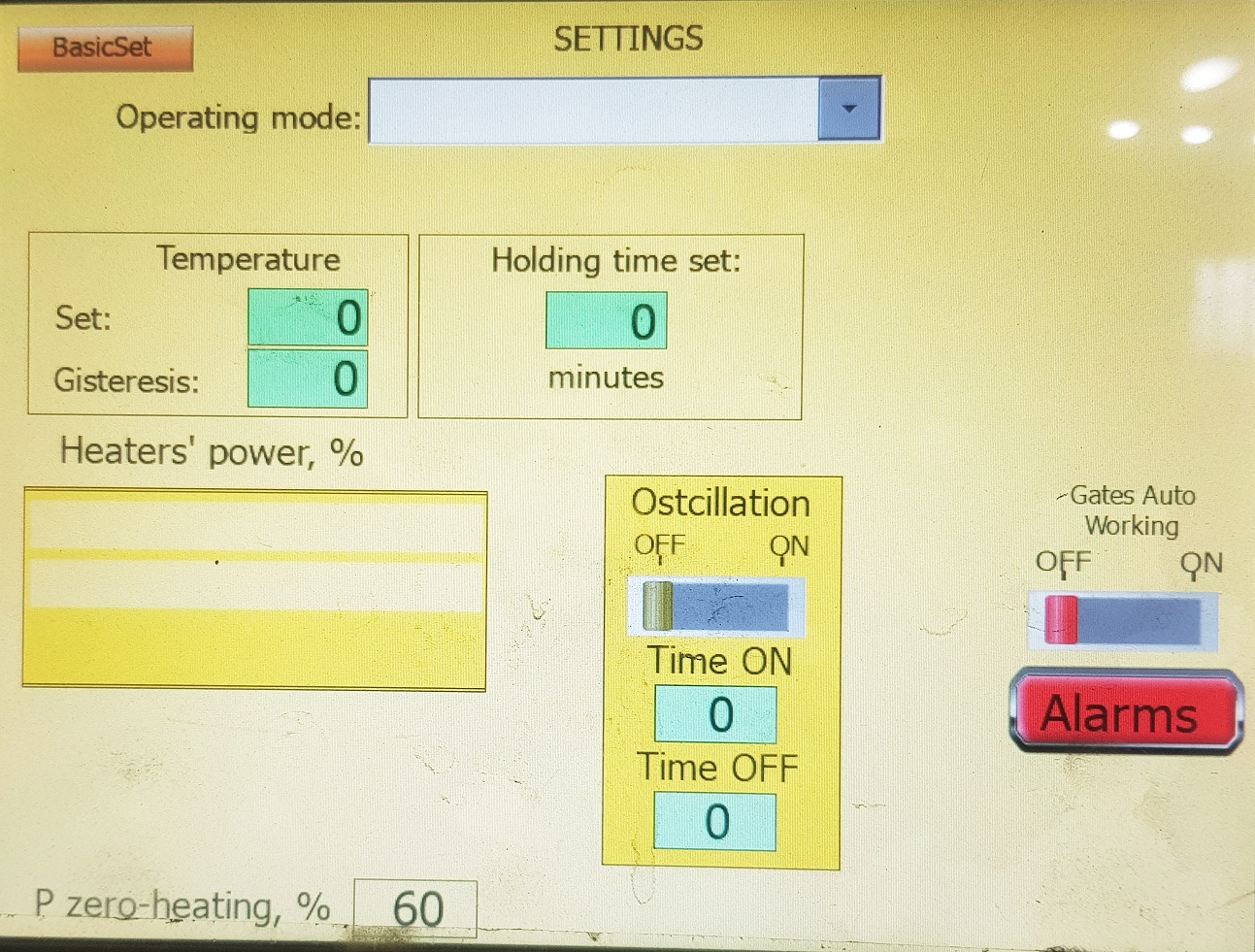
Otomatik çalışma modları için Ortak Tuşlar.
Çalışma modu seçim tuşu.
Otomatik çalışma modlarının onay tuşu. Tıklandığında seçilen programın parametreleri çıkar. Otomatik olarak o moddaki değerler ekrana gelir.
Operating moda basılarak seçenekler arasında size uygun olanı seçiniz.
| Derece göstergesi |
| Isıtma derecesi ile stabilizasyon arasındaki gecikme göstergesi |
Ayarlanan modda maksimum bekleme süresi
Temel çalışma rejimi seçildiğinde program arayüzü aşağıdaki gibi olacaktır.
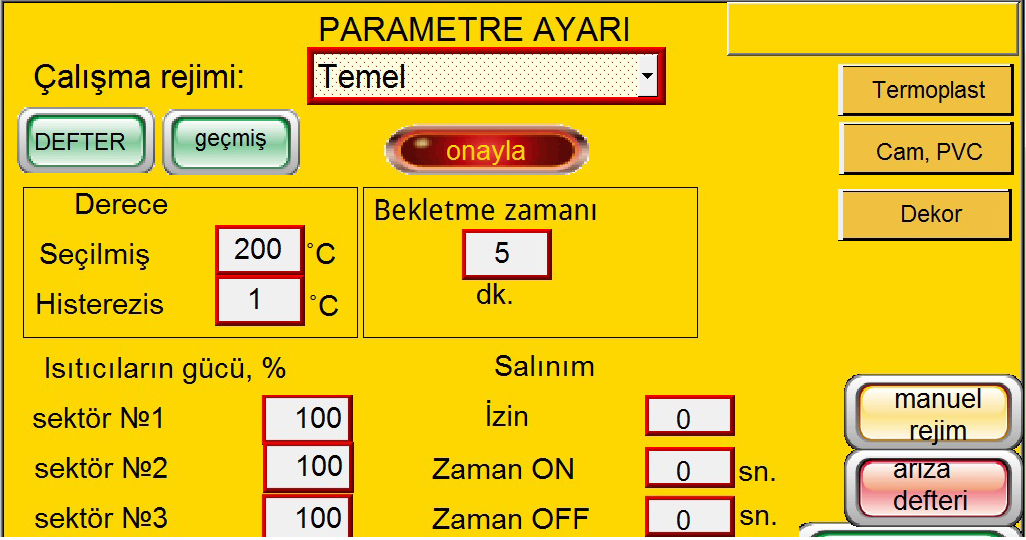
Bu değerler sadece temel çalışma rejimine aittir.
Isıtıcı güçlerinin her sektör için ayrı ayrı ayarlanmasını gösteren değer giriş yerleri.
İkinci adımda, sıcaklık ayar değerlerine ulaşan sektörlerin stabilize moda geçiş için giriş alanı.
![]()
Salınım parametreleri için giriş alanı. Buradaki parametrelere girilen değerler, sektörlerdeki lambaların belirli zamanlarda açılıp kapanmasının ve belirli süre bekleme rejimlerini kontrol etmek içindir.
Farklı tipteki malzemeler için derece, bekleme süresi ve lambaların gücünü önceden ayarlanmış parametreleri seçmek için düğmeler.
Not 1: Ön ayarlı parametre seçim düğmelerini etkinleştikten sonra, parametreleri varsayılan değere sıfırlayacak olan onay düğmesi. Varsayılan değerler istenmiyorsa bu tuşa basmadan devam edin.
Uygulamaya al; bu tuşa basıldığında temel rejim ayarlarını etkinleştirir.
Eğer programlanmış rejim seçilirse karşınıza bu pencere çıkar.
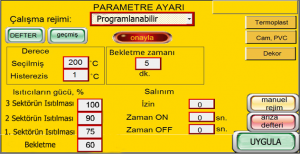
Bu değerler sadece programlanabilir çalışma rejimine aittir.
Isıtıcı güçlerinin her sektör için ayrı ayrı ayarlanmasını gösteren değer giriş yerleri.
Uygulamaya al; bu tuşa basıldığında temel rejim ayarlarını etkinleştirir.
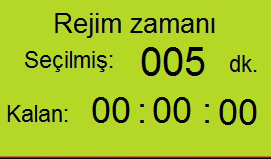
ANA PENCERE

Ana pencere aşağıdaki öğelerden oluşur:
Bilgi Paneli.(çalışma Rejimi Alanı, Seviye/Adım, Alarm göstergelerinden oluşur)
![]()
Sürgü kontrol gösterge paneli. Sürgü kontrolü çalışma rejiminden bağımsız olarak otomatik veya manuel yapılabilmektedir.
![]()
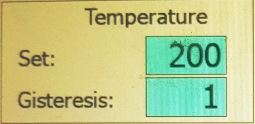
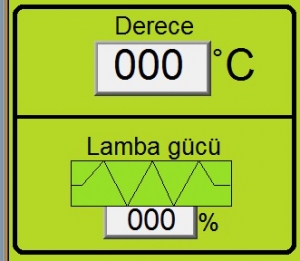
Her bölüm için ısıtıcıların mevcut sıcaklığını ve gücünün göstergesi.
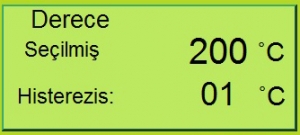
Ayarlanan sıcaklığı ve sıcaklık toleransını (Tam anlamını ifade etmek gerekirse histerezis, sistemin bir önceki ile bir sonraki girişine verilen tepkinin, sistemin yakın geçmişteki durumuna duyarlı olmasından dolayı gecikmesidir.
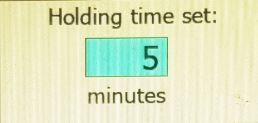
 Bekleme süresi göstergesi
Bekleme süresi göstergesi
Başlat düğmesi-Sistemi otomatik olarak başlatır ——ÇALIŞTIRMA;
Durdur düğmesi- Sistemi durdurur, adım 0’a getirir. Seçilen çalışma modunu sıfırlanacaktır———STOP;
Reset düğmesi. Basıldığında etkin alarm sıfırlanır——SIFIRLA;
Ayarlar düğmesi; ayarlar penceresini aktif hale getirir——-AYARLAR.
MANUEL MOD PENCERESİ
Manuel modda çalışmak için yönetici şifresini girmeniz istenir (1234). Doğru girilen şifre, aşağıdaki kontrollere erişimi açar:
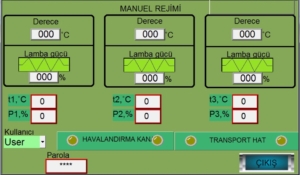
Seçilen bölümün ısıtıcısının sıcaklığı ve gücü için giriş alanları.
Sürgülerin/Valflerin çalışmasını kontrol eder.
Resimdeki çıkış düğmesine basarak ayarlar penceresine gidilir. Çıkış düğmesine basıldığında manuel moddan çıkar, şifreyi sıfırlar, tüm ısıtıcıları 0’a ayarlar.
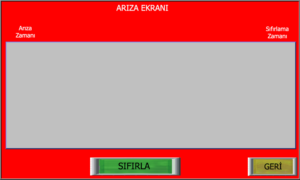
Eror 555 Hata Penceresi
Örnek alınan fırın 2 sektörlüdür. Bu fırında 2 sensör bulunmaktadır, her sensör iki tür hata verir.
- sıcaklık sensörü koptu.
- sıcaklık sensörünün kısa devre yapması.
Herhangi bir sensör hata verdiğinde ekranda 555 hata kodu görünür.
Her hata üç durumda olabilir:
- Aktif ve aktifleşmeyen (hatanın nedeni giderilmedi ve reset düğmesine basılmadı) – siyah olarak görüntülenir.
- Aktif ve aktifleşen (hatanın nedeni giderilmedi ama reset düğmesine basıldı) – sarı renkte gösterilir, sıfırlama zamanı belirtilmemiştir.
- Sıfırlanmış (Hatanın nedeni giderilmiş ve RESET tuşuna basıldığında) – yeşil renkte gösterilir, sıfırlama süresi gösterilir.
Ayarlar penceresinde her Çarşamba günleri bakım için hatırlatma/uyarı mesajı görünecektir.
Bu tuşa basarak mesajı sıfırlayabiliriz.
TEKNİK BAKIM YAPINIZ
7) TEKNİK ÖZELLİKLERİ
| Fırının voltajı | v | 3х220 + N |
| Besleme kablosunun maksimum akımı (A, B, C, N) | A | 120 |
| Lambaların gücü | kw | 90-96 |
| Kontrol panelinin gücü | watt | 500 |
| Çalışma dereceler | °С | 50…220 |
| Maksimum set sıcaklığı | °С | 240 |
| Sıcaklık stabilizasyonu | °С | ±2 |
| Hedefe ulaşma zamanı (boş iken) | dk | 18 |
| Fırının dış ölçüleri (B х H х L) | m | 2,1 х 7,7 х 2,3 |
| Atmosfer basıncı | mm Hg | 650…780 |
| Çalısma rejimi | tunel | |
| Kütle | t | 3 |
| Ortam sıcaklığı | оС | 0 dan 35kadar |
| Yaklaşık nem oranı | % | 65 kadar |
| Ir lambaların yumuşak açma/kapama rejimi | evet | |
| Otomatik havalandırma tertibatı | evet | |
| Salınım rejimi | evet | |
| Dalga boyu aralığı | mkm | 0,78-2,0 |
| Bilgisayar kontol | evet | |
| Her bölüm ayrı kontrolü | evet | |
| Dokumatik ekran | evet | |
| Raylar (içinde) | evet | |
| Yansıtıcı alüminyum (ALANOD) | evet | |
| Yüksek tonajlı karkas | evet |
8) MONTAJ
Fırının kurulumu aşağıdaki aşamalardan oluşur:
- İşletme yerinde fırının kurulumu ve montajı
- Havalandırma kanallarının birleştirilmesi
- Fırın kablolarının bağlantısı
- Elektriğin bağlanması
- Çalıştırması ve ayar yapması
- Malzemenin pişmesi için termokabinlerin hazırlanması
Fırın kurulacağı alanın zemini düz ve güçlendirilmiş olmalı, tavan yüksekliği en az 350 cm olmalıdır. Alan açık ve makinenin kurulumuna engel herhangi bir şey olmamalıdır. Fırının kurulacağı alan Türkiye standartlarına uygun olmalıdır. Fırının kurulduğu ortamda fırından kaynaklanan bir ısı artışı olacaktır. Bu ortamda oda sıcaklığını sağlamak için havalandırma olmalıdır. Fırın doğrusal yatay şekilde kurulmalıdır. Her sektör birbirlerine montaj yerlerinden vida ile monte edilmelidir. Daha sonra doğrusal yatay konumu teraziye alınmalıdır. Güç besleme panosunun akımı en az 150 amper olmalıdır.
Güç kaynağının elektrik bağlantısı; kontrol paneli ile güç kaynağındaki güç terminal bloğuna en az 150 A akım için tasarlanmış dağıtım panosundan, 380 V şebeke gerilimi için tasarlanmış bir güç kablosuyla ve kesitte eşit dört iletkenle yapılır.
A↑ B↑ C↑ N↑
- Güç kablosunun iletken kesiti, alüminyum damarlar için en az 90 mm2’den bakır damarlar için 50 mm2 olmalıdır.
- Ayrıca, fırın ayrı bir devre kesici ile veya görünür faz ayırıcıyla 160 A’lık kırma akımlarına sahip ayrı sigortalar ile bağlanmalıdır.
- Fırın gövdesi, toprak hattına en az 15 mm2 kesitli bir iletken ile bağlanmalıdır.
- Topraklama direnci 0.1 ohm’u aşmamalıdır.
- Bağlantılar yapıldıktan sonra santral üzerindeki gücü açın ardından fırının kontrol panelindeki güç terminallerinde voltaj olup olmadığını kontrol edin.
Fırının üst tavanındaki havalandırma sistemini ortam havalandırma sistemine bağlantısının yapılması.
9) GÜNLÜK ÇALIŞMA
Önemli; Fırınla çalışmadan önce aşağıdaki yönergeleri kontrol ediniz.
- Fırının Topraklaması
- Güç kablosunun izalasyonu
- Fırın karkasının, Kızılötesi lambaların, yönetim panelinin, kablo kanallarının ve fırında genel mekanik hasar olup olmadığının kontrolünün yapılması.
Kızılötesi lambaların, Yansıtıcının üzerinde nem ya da kirlenme, toz v.b varsa bunlar temizlenmelidir, nem kurutulmalıdır. Kir ve tozu organik çözücü kullanarak çıkarmak gereklidir.
Günlük çalışma için gereken hazırlıklar
-
- Havalandırma kanalını kapatınız
- Fırının içine malzeme yükleyiniz.
- Kapıyı kapatnız, kilitleyiniz.
Bu klavuzun 9. Maddesine göre hareket ediniz.
10) TEKNİK BAKIM
Fırın otomatik rejimde çalışır ve özel bakım gerektirmez. Lambalar takılırken ya da değişim sırasında dikkatli davranılmalıdır, lamba elektrot kısımlarına basınç uygulanmamalıdır. Lambanın iletken çubuğa montajı vidalama ile yapılmaktadır. Lamba elektrotları ile çubuk arasında boşluk bırakılmamalıdır. Temas boşluğu olması durumunda lamba başlıklarının ve elektrotların aşırı ısınmasına sebep olabilir, bu da lambanın erken bozulmasına neden olur.
Dikkat: Fırın temizliği ve bakımında fırının elektrik bağlantısının kesildiğinden emin olun!
Bakım işlemleri aşağıdaki koşullar altında gerçekleştirilmelidir:
-
-
- Fırın güç kaynağı kapalı; egzoz havalandırma sistemi dahil değil;
-
Ana bakım faaliyetlerinin listesi ve periyotları Tablo 1’de sunulmaktadır.
Tablo 1
| № | İşlem | Periyodu | Açıklama |
| 1 | Kızılötesi lambaları ispirto ya da başka uygun çözücü ile temizlemesi. | İşlem bittikten sonra her çalışma günü | Lambaların üzerinde toz ve kir bulunması lambaların verimliliğini ve ömrünü azaltır. |
| 2 | Yansıtıcının yüzeyi ispirto ya da su bazlı çözücüler ile temizlemesi. | Haftada 1 | Yansıtıcının özelliğini korur, temizlemeden sonra fırın kapıları açık olup kurumaya bırakılmalıdır. |
| 3 | Terminal/Klemens bağlantılarının kontrol edilmesi, varsa açıklıklarının giderilmesi. | Fırın çalıştırılmaya başladıktan 1 ay sonra, ardından 6 aylık periyotlarla. | Metallerin sıcaklık etkisi ile genleşmesi zamanla terminal/klemens bağlantılarında gevşemeye neden olabilmektedir. |
Tablo 2’de olası arızalar ve bunların bakım yöntemleri gösterilmektedir.
Tablo 2.
| № | Arıza | Sebepleri | Giderme Metodu |
| 1 | 2 | 3 | 4 |
| 1 | Kontrol panelinin elemanları açılmıyor. | Besleme gerilimi yoktur. | Dağıtım panosundan gelen gerilimi kontrol edin. Kontrol panelindeki klemansları kontrol edin. |
| Kısa devre | Dağıtım panosundan fırının elektrik beslemesini kapatınız.
Açık kontaktörle ve kapalı düğme (büyük) nötr faza göre 3 klemansın elektrik dirençlerini kontrol ediniz. Daha sonra basılı düğmelerle (yaklaşık yüz Ohm), kapalı kontaktörlerle (1 Ohm derece arasında) kısa devre varsa bulup ortadan kaldırın. FU1 sigortasını çıkartın ve sigortadan sonra devrenin direncini nötr yönüne göre (yüz ohm – kilo düzeyinde) ölçün. Kısa devreyi onarın ve sigortayı değiştirin. |
||
| Klemans bağlantılarının problemleri | Kontrol kabininin klemans bağlantılarındaki tellerin sıkışmasını ve görünür oksidasyon durumlarını kontrol edin. | ||
| 2 | Fırın çalışırken, sektör sıcaklığı ayarlanan değere ulaşmıyor | Fırının kontrolsüz havalandırılması. | Fırının kapılarının iyi şekilde kapatılması. Egzos havalandırmasını ve havalandırma kanallarını kapatınız. |
| Kızılötesi lamba arızası | Fırının kapılarını açınız. İş döngüsünü etkinleştirin. Lambaları açınız, gözle kontrol ediniz, arızalı lamba varsa, fırını kapatıp soğumaya bırakınız, soğuduktan sonra besleme bağlantısının kapandığından emin olarak gerekirse lambayı değiştiriniz. | ||
| Lamba bağlantılarının yanlış/arızalı olması. | Kontrol panosunda triyak (Triyak, tristörün daha gelişmiş yapısına sahip olan ve güç elektroniğinde kullanılan anahtarlama elemanlarından biridir. Çift yönlü akım geçirebilen yarı iletken bir devre elemanıdır) blokların üstünde klemans bağlantılarını kontrol ediniz. Gerekirse triyak ayaklarını zımparalayarak oksitlenmeyi engelleyin. Daha sonra yerine takın. | ||
| Bir veya iki fazda elektrik kesilmesi | Üç fazın kontrol kabinine giden klemnas bağlantılarını kontrol edin. |
Aşağıda, boyamadaki başlıca kusurların olası nedenleri ve yok etme yöntemleri verilmektedir:
Polimerizasyon fırınında toz boya kaplamanın sertleştirilmesi
Toz Boyanın Kirlenmesi
11) GARANTİ ŞARTLARI
Kullanıcının tüm çalışma, depolama, nakliye ve kurulum kurallarını göz önünde bulundurması şartıyla, işletme garanti süresi fırının çalıştırılmasından itibaren 12 aydır. Teslim tarihinden itibaren fırın çalıştırılmadığı takdirde 18 ay garanti kapsamındadır. Garanti, çabuk aşınan parçalar için geçerli değildir.
12) GÜVENLİK TALİMATLARI
Dikkat! Aşağıdaki talimatlara mutlaka uyunuz!
Toz boya alanında ır fırınla çalışmadan önce aşağıdaki yönergeleri kontrol ediniz:
- topraklama olup olmadığı;
- güç kablosunun bağlantısı ve yalıtımı;
- fırın gövdesinde, kızıl ötesi lambalarda, iletken şeritlerde, kablo kanallarında, kontrol panolarında Görünür fiziksel hasar olup olmadığının kontrolü;
- havalandırma sisteminin çalışp çalışmadığının kontrolü;
- hasarlı ekipman/Fırın ile çalışmak kesinlikle yasaktır
- kontrol panosu, kablo kanalları ve dağıtım panosu kapalı olmalıdır;
- fırın içerisinde insan varken fırına elektrik vermek kesinlikle yasaktır.
- fırın içersinde yanıcı maddelerle işlem yapmayın, fırında yanıcı madde pişirmeyin, metalin üzerinde yanıcı madde(ör;solvent v.b) olmamasına dikkat edin
- boyama alanında hayvan bulundurmayın
- elektrik beslemesi açıkken bakım/onarım yapmayınız.
- 18 yaşından küçük olmayan, kullanım eğitimi almış, talimat el kitabını inceleyen ve güvenlik tedbirleri konusunda eğitim almış olan kişiler için polimer toz boyaların uygulanmasına yönelik çalışmalara izin verilmektedir.
- Statik elektrik yüklerinin oluşmasını önlemek için tüm ekipman topraklanmalıdır. Zemin direnci 10 Ohm’dan fazla olmamalıdır. Topraklama kontrolü ayda en az bir kez yapılır.
- Toprak terminali ile gerilim altında olabilecek herhangi bir metal ile iletken olmayan parça arasındaki devrenin direnci 0.1 ohm’u geçmemelidir.
STANDART GEREKLİLİKLERİ
- Toz polimer kaplamaların uygulanması için teknolojik işlemlerin gerçekleştirileceği üretim tesisleri, SNiP 2.09.02-85’e göre B kategorisine ve Glavgosenergonadzor tarafından onaylanan ELEKTRİK TESİSATLARININ gerekliliklerine uygun patlayıcı bölgeler – B-IIa sınıfına uygun olmalı, ve GOST 1425496’ya uygun olarak IP54’ten az olmayan bir koruma derecesine sahip olmalıdır.
- Proses ekipmanının havalandırma sistemleri, GOST 12.4.021-75 şartlarını karşılamalıdır.
- Boyama alanına depolanan toz malzemesinin miktarı günlük normdan fazla olmamalıdır.
- İşyerinin, bir püskürtme tesisinde çalıştırılması durumunda, GOST 12.2.033-78, GOST 12.2.049-80, GOST 12.2.061-96 gerekliliklerine uygun olarak donatılması gerekir.
- Polimer toz boyaların uygulanması için temel güvenlik gereksinimleri, GOST 12.3.005-75 ve GOST 9.410-88’e uygun olmalıdır.
- Teknolojik boyama işlemini gerçekleştirirken, aşağıdaki tehlikeli ve zararlı üretim faktörleri ortaya çıkabilir:
- istatistiksel elektrik;
- boyalı parçaların yüksek sıcaklığı;
- havanın artan iyonlaşması;
- Hareketli makine, hareketli parça;
- Yangın ve patlayıcı toz-hava karışımı oluşturma olasılığı
- Kaplama işlemi sırasında çıkan zararlı maddeler ve bunların nicel özellikleri GOST 9.410-88’de verilmiştir.
İŞ SAĞLIĞI VE GÜVENLİĞİ GEREKLİLİKLERİ
- GOST 12.4.021-75 ve 3.05-01-85 SNIP gereklerine uygun olarak işyerinde egzost havalandırma sistemi ve yerel vakumlu havalandırma olmalıdır;
- Toz kaplamaların püskürtme tesisatından ve polimerizasyon odalarından gelen yerel hava egzozları, genel egzoz havalandırmasıyla kombine edilmemelidir;
- Kişisel koruyucu ekipmanların GOST 9.410-88 gereklerine ve toz malzemeler için teknik şartnamelere uygun olarak uygulanması;
- Geri kazanım sisteminden çıkan havanın en az% 99.8 oranında temizlenmesi;
- Periyodik kontrol (aylık, en az 2 defa) GOST 12.1.005-88 ve GOST 12.1.016-79 uygun olarak çalışma alanında havanın zararlı maddelerin içeriği kontrol edilmelidir;
- Haftada en az bir kez patlamaya dayanıklı köpüklü kazıyıcı kullanarak, ekipmanı yerleşik tozdan temizlemek Islak temizliğe izin verilir;
- Asbest yorgan, kum, köpük ya da karbon dioksit(CO2) söndürücüler: • PÇ-3 PÇ-5, PR-2, OS-2;
- Açık ateş, duman, kaynak yapılması, ve sigara içmek polimer toz boyaların uygulaması ile ilgili olmayan diğer işleri yasaktır;
- GOST 12.1.004-85, GOST 12.1.010-76, GOST 12.1.018-86 gerekliliklerine uyulmalıdır.
Koruma ve ambalajlama hakkında bilgi
- Kısa süreli depolamada (iki aya kadar) tüm dış metal yüzeyler kir, yağ ve toz izlerinden iyice temizlenmelidir. Kurulum, bileşen parçalarına demonte edilir.
- Aşağıdakiler korunmaya tabidir: lastiklerin, sigortaların, metalik boyalı olmayan tüm parçaların temas yüzeyleri. Boyalı yüzeyler korunmaya tabi değildir.
- Alüminyum ve diğer montaj parçaları, paslanmış ise, koruyucu yağa ( GOST 12.328-77) batırılmış GOST 5009-82 bezi ile edilmelidir, bütün yüzey sonra benzin çözücü GOST 3134 -78 batırılmış bir pamuk bez (kumaş) ile temizlenir ve hava ile kurutulur.
- Yüzeyin hazırlanması, muhafaza edilmeden hemen önce yapılmalıdır. Hazırlanan yüzey 2 saatten fazla bir süre korunmadan bırakılmamalıdır.K-17 yağlayıcıyı işlenmiş yüzeylerdeki GOST 10877-76’ya uygulayınız.
- Kurulum, GOST 15150-69’a göre ılımlı iklim şartlarına göre “C” depolama koşullarına göre saklanmalıdır.
Depolama ve taşıma kuralları
- Tesis, atmosferik çökme, aşındırıcı duman ve gazların eksi 30 ° C’den artı 45 ° C’ye kadar olan ortam sıcaklığındaki etkilerinden korunmuş bir odada saklanmalıdır. Ünitenin saklama yeri ani darbe, şok ve titreşime maruz kalmamalıdır. Kurulum, taşıma kabında sadece dikey bir konumda veya sağlam bir temel üzerine (beton, taş vb.) yapılmalıdır, toprak zemine kurulum yasaktır. Ünitenin işletmeye almadan önce nakliye konteynırında depolanması sırasında raf ömrü 1 yıl, paketlenmeden depolanırsa 6 ay.
- Koruma döneminin sonunda, depoda veya halen aktif olmayan bir tesisteki ürünün kontrolü yapılmalı ve gerektiğinde yeniden saklamaya tabi tutulmalıdır.
- Tesisin taşınması, kapalı alanlarda (demiryolu araçları, konteynırlar, kapalı araçlar, muhafazalar vb.) güvenli bağlama koşullarını göz önünde tutarak gerçekleştirilir. İklim faktörlerinin etkisi açısından taşıma koşulları depolama koşullarıyla aynıdır.