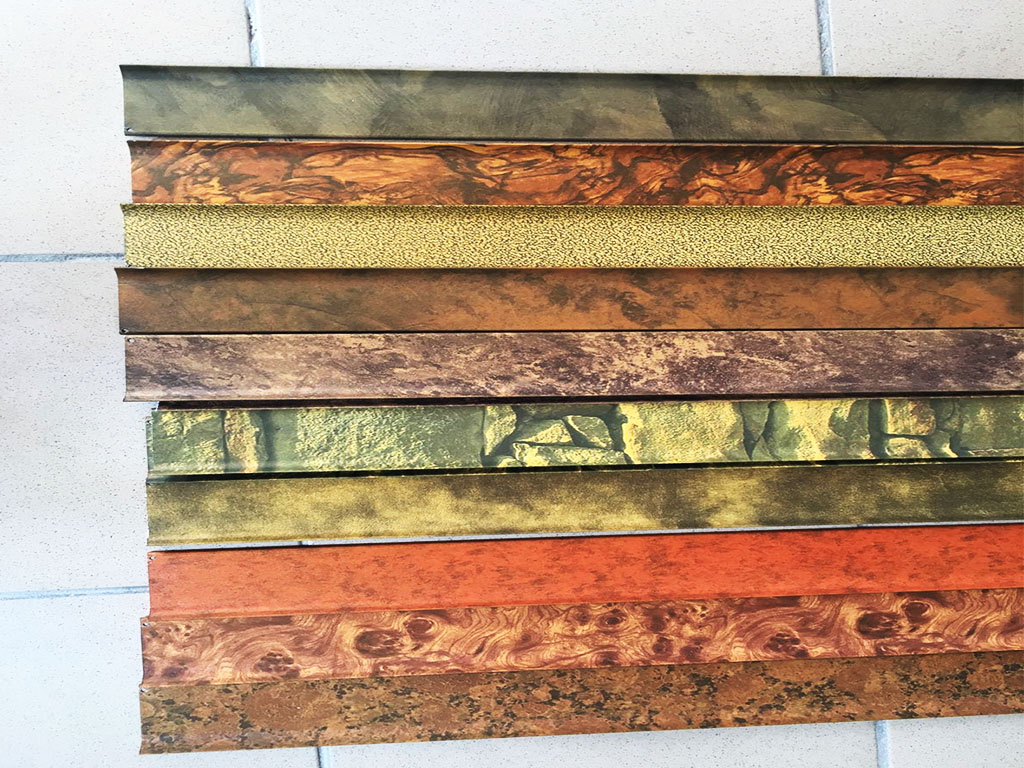
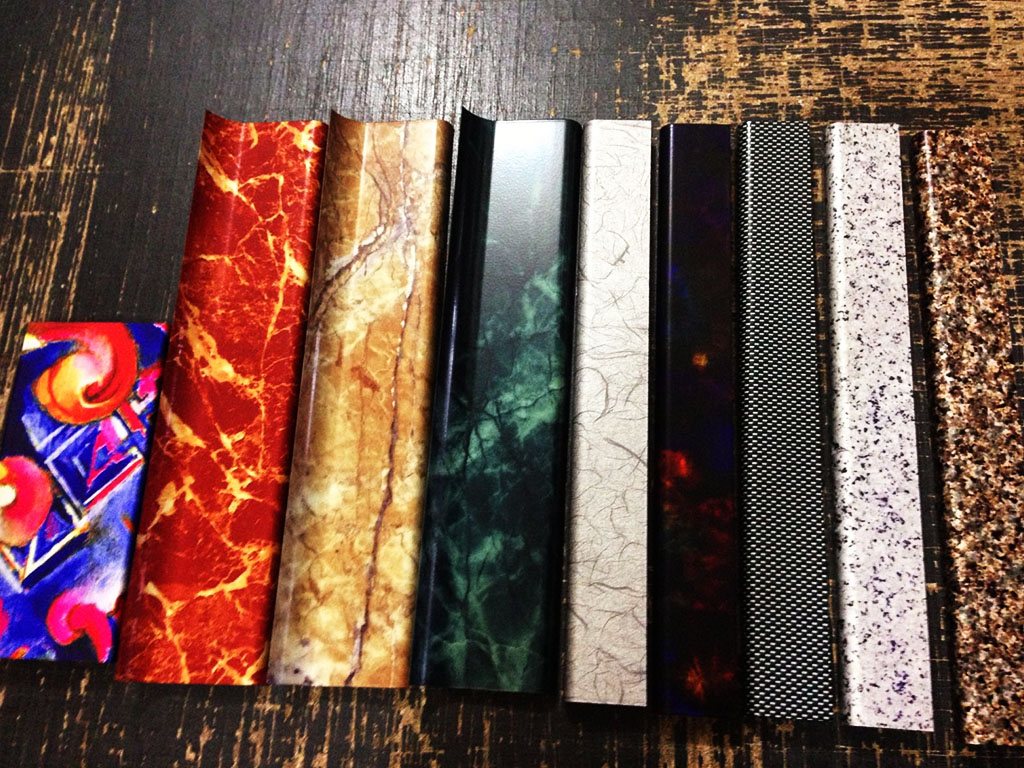
WHAT IS SUBLIMATION PATTERN MACHİNE?
It is a machine designed for transfer of thermopattern to profile or flat materials that are previously powdercoated.
Note: Reccomendation; The highest efficiency is achieved when used with SUBLICOAT paint, SUBLITOUCH and SUBLITEX pattern film. Our company recommends these products.
According to European standard one, to Turkish starndart three per m2 mistakes are reduced to zero by IR sublimation. With this technology, we can achieve higher quality products and sell them to export.
Sublimation Application Materials:
- Aluminum profiles and flat materials
- Metal profiles and flat materials
- Glass sheets
- PVC profiles and flat materials
- MDF panels
Sublimation pattern transfer is applied on the previously determined colors and electrostatically powder coated surface. This process is the same as the standard powder coating process and can be done in the powder coating booths. Then the material is kept in curing oven for a certain period of time for good adhesion, this time is determined by powder coating manufacture. The curing process can be made in the gas, electrical or infrared furnace.The next step involves coating the patterned thermotransfer foil on the dyed material. The materials covered with foil are automatically and manually transported to sublimation furnaces and they are kept for a period of time according to technical specifications. At the end of the period, the process is completed by removing the foil from the furnace.

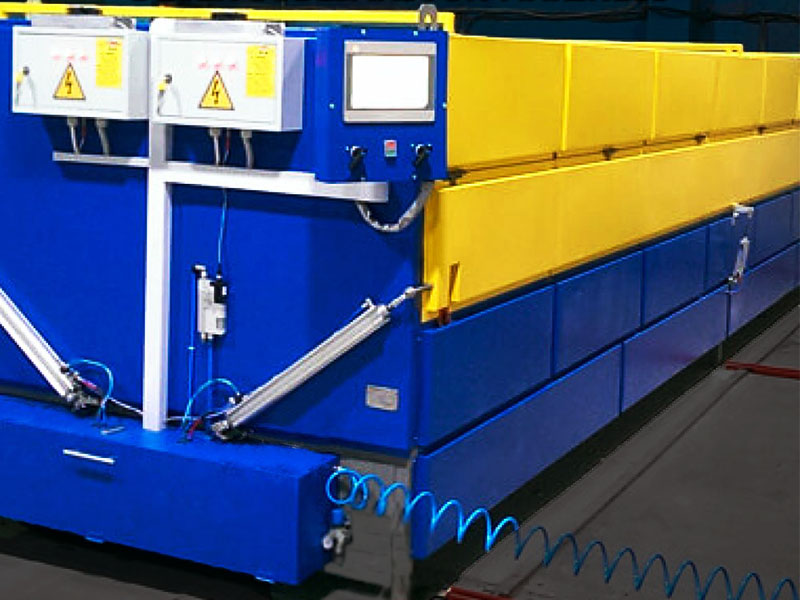
MODEL NO = UPD 7.2 / 48
CNC OPTIONAL SELECT = SINGLE COVER-DOUBLE COVER
- Dimensions = Width (1.8 meters) Height (1.8 meters) Length = 8 meters)
- Weight = 1.5 TON
- Power supply = 50 Hz; 3 × 220 V
- Maximum consumed power = kW – 48
- Infrared heat emitters = 48 pcs
- Heat loss is not more than 3 ° C
- Number of vacuum ejectors, units – 2
- Capacity of the vacuum system, m3 / hr-18
- Operating range of the vacuum system, kgf / cm2 – -0.1 to -0.9
- Accuracy of the vacuum balancing system, kgf / cm2 – 0.01;
- Wavelength range of sources in oscillation mode,micron – 0,78-2,0
- Working pressure in pneumatic system, kgf / cm2 – 6-8;
- Number of vacuum connections in the discharge car = 14 pcs.
- Application to max. profile size (mm) = 7200x300x300
- Average heat treatment time (depending on load) = 10-15 minutes
- Door control = Pneumatic
- Independent power control mode in each section;
- Power level control of infrared heat emitters
- Individual control of each compartment
- Control of all temperature inside the oven
- Computer Control
- Operator touch panel
- Programmable operation mode
- Manual operation mode;
- Capacity = 60/120 m2 / hour
- Required production area = 100-200 m2 (min)
- Number of staff to work = 2-4 people